
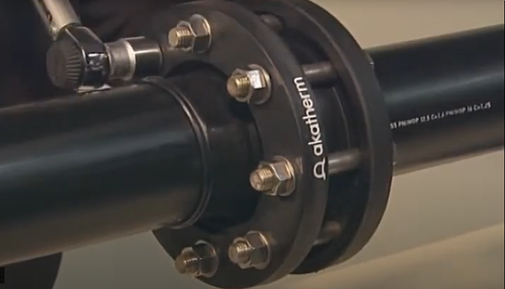
Přírubové spoje
Přírubový spoj je rozebiratelný spoj a umožňuje tak demontáž. Tato možnost demontáže je vhodná v armaturních uzlech a šachtách. Přírubový spoj umožňuje také přechod mezi různými materiály. Otočná příruba usnadňuje nastavení spoje. Fungují na principu stlačení elastomerního těsnění mezi dvě příruby. Tohoto stlačení je docíleno správným dotažením šroubů. Vždy se utahují šrouby ležící proti sobě (křížem). Těsnicí plochy musí být proti sobě rovnoběžné.
Základní informace
- pro vodu se využívá těsnění EPDM, pro plyn těsnění NBR
- těsnění: pryžové, s kovovou vystýlkou, profilované
- lemové nákružky standardní či s vybráním pro klapky
- vrtání děr přírub pro PN 10 a PN 16 dle EN 1092 nesouvisí s provozním tlakem!
- do dimenze d 180 mm vrtání děr stejné
- dimenze: SDR 11 - d 20 až d 900 mm, SDR 17 d 63 - d 900 mm

Profilovaná příruba BFL
- snížená hmotnost = snazší instalace
- jedinečný tvar příruby působí jako kónická disková pružina a přináší další energii potřebnou k překonání jakéhokoli tečení termoplastického materiálu za studena. Navržený tvar přírub je založen na výpočtu s použitím metody FEM (metody konečných prvků), přičemž zvláštní pozornost byla věnována termoplastovým lemovým nákružkům.
- u všech přírub je u materiálu zaručen bezpečnostní faktor 2 pro daný maximální provozní tlak
Montáž přírub

Speciální přírubový spoj
- standardní rozměry PE neodpovídají standardním rozměrům oceli či litiny (díky síle stěny)
- umožňuje dopojení ocelových a litinových potrubí bez změny vnitřního jmenovitého průměru potrubí DN
- umožňuje dopojení o jeden řad menších armatur
- příruba je o jeden řád nižší a je integrovaná do těla lemového nákružku
- lze objednat s EPDM i NBR těsněním, vrtáním děr dle PN 10 či PN 16
- v potrubním řadu není žádný odskok
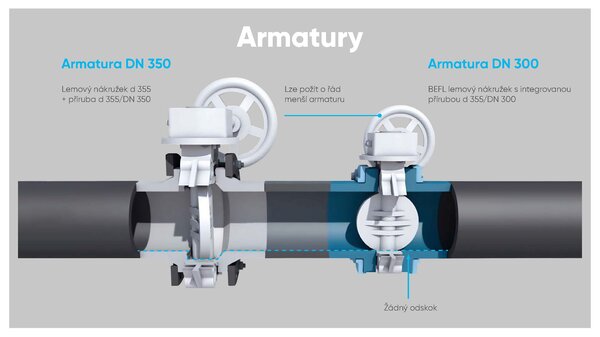
Jak se napojit na přírubu DN 350, když na lemový nákružek d 400 mm pasuje příruba d 400/DN 400?

Rozdíl ve vnitřní světlosti 46,2 mm!

Výsledkem je stejná jmenovitá světlost potrubí DN 350!

Svařování na tupo
Při svařování metodou horkým tělesem na tupo jsou svařované plochy trubek přitlačeny na ohřívací těleso (fáze vyrovnání) a prohřáty na svařovací teplotu při sníženém tlaku (fáze ohřevu). Poté jsou po vyjmutí horkého tělesa spojeny pod tlakem (fáze spojování). Metodou horkým tělesem na tupo se svařují polotovary o tloušťce stěny v rozmezí 4,0 mm – 40,0 mm. Tloušťka stěny svařovaných výrobků se nesmí vzájemně lišit o více než 10 %.

 get_app
get_app




Kontakty pro tvarovky na tupo

